
11-06-16
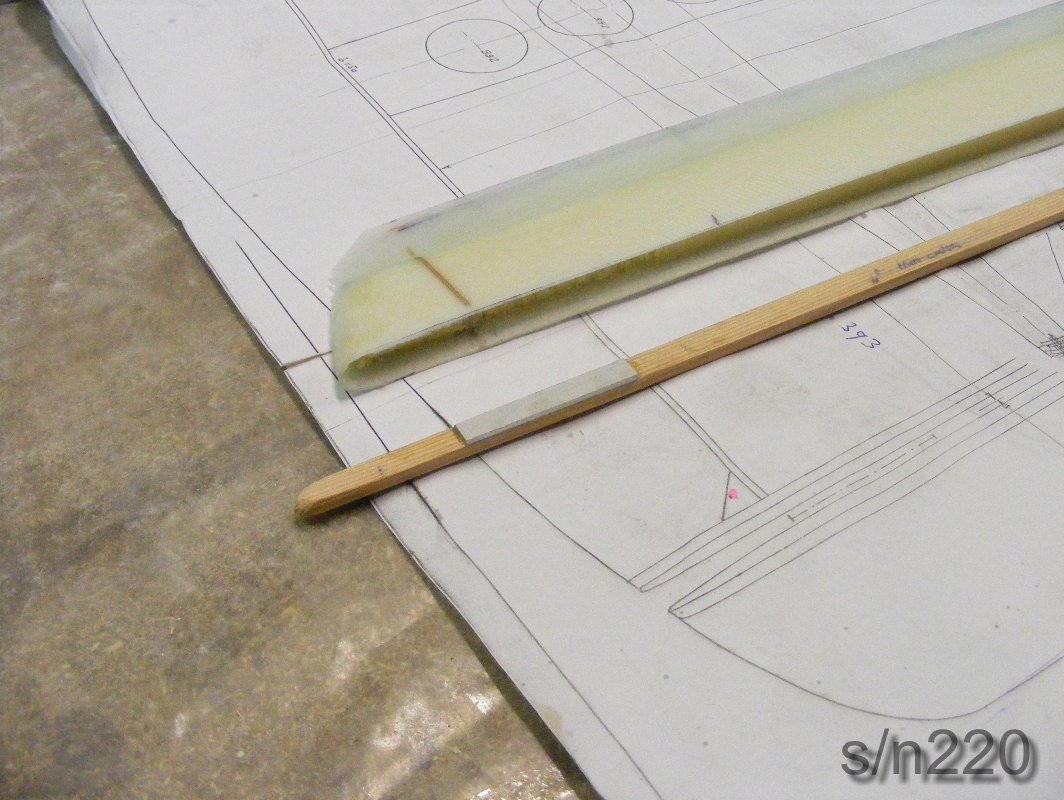
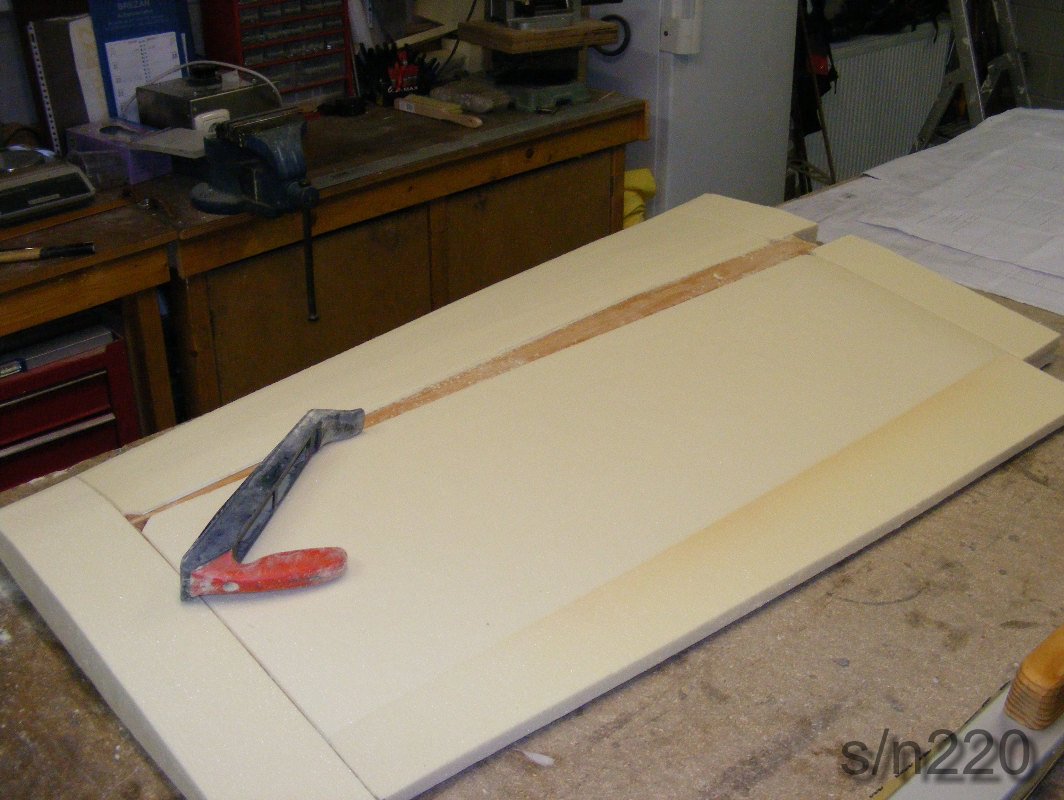
Fairings romp-flügelstummel. Ik vroeg me af wat een optimale fairing is
voor de Cherry. Eens vragen aan Doeke die bij NLR heeft gewerkt. Voor de
modellen van Fokker: "de duim van Ed van Fokker". Deze werd dan later opgemeten
en uitgevoerd. Als ie maar groter is dan de grenslaag. Voor de rest wat mooi en
praktisch is. Alles wat groter is geeft allen maar vormweerstand.
Even snel vergeleken met de modellen dan moet de grens laag van de Cherry
ongeveer 2cm zijn. Dus een radius van minimaal 20mm.
Op het hoogste punt van de vleugel heb ik 20mm aangehouden. Deze wordt naar
voren en achteren groter tot maximaal ±40mm.
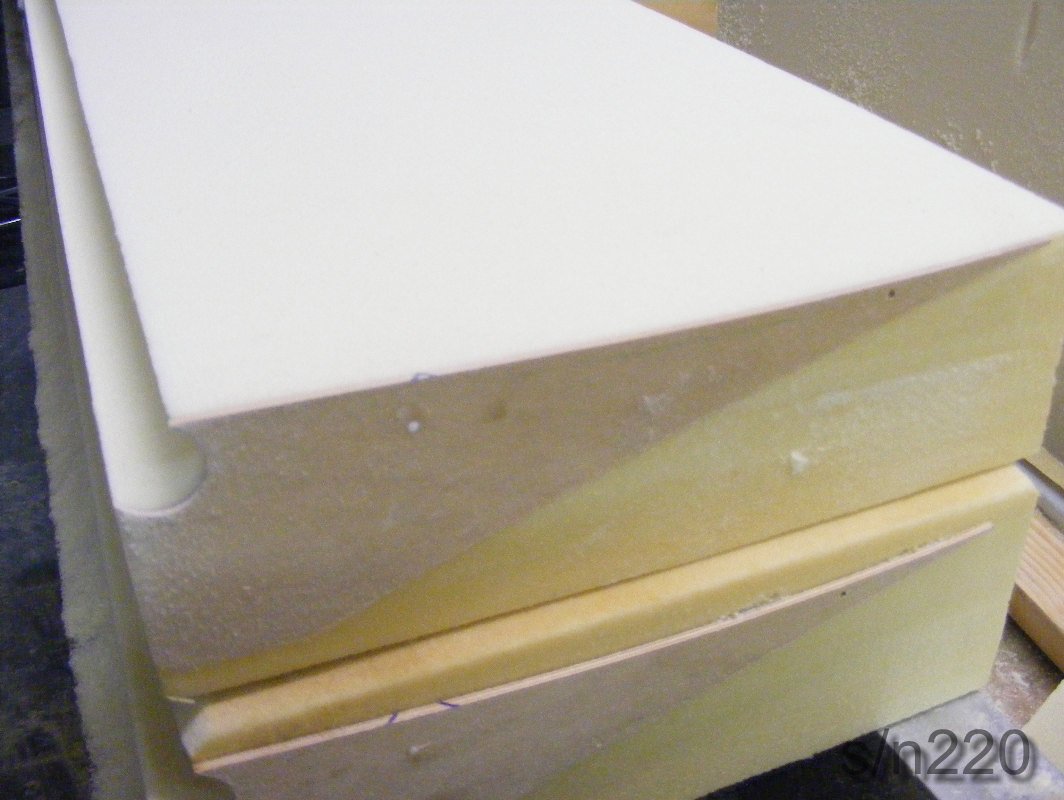
Eerst een laagje schuim in de ruimte tussen de romp en de flügelstummel gelijmd
en ingesmeerd met hars en micro (makkelijker bij schuren fairing, is dan harder
en wordt niet zo snel weggeschuurd. (afplakken ipv insmeren achteraf
makkelijker). De bovenzijde van de hoofdligger geplamuurd
met hars, micro en beetje aerosil voor de smeuigheid. Deze vooraf plamuren is
makkelijker voor het vormen van de fairing, meer maatvastheid.
De fairings bekleedt met 3 lagen 163grs glasdoek. Breedste eerst en de volgende
steeds iets smaller. Dit geeft een mooiere overgang zonder veel te hoeven
schuren.
Onderzijde van de boven fairings voorzien van één laagje glas. Dit ter
voorkoming dat het schuim te veel beschadigd wordt als de as van de poten er uit
of erin moet. En voor iets meer stevigheid voor bovenzijde (sandwich).
Fairings aan onderzijde ook met 3 lagen 163grs.
01-07-15
Volgens tekening konden twee klosjes dit boven de middenligger komen al in de
zijwanden gelijmd worden (deze waren niet gestippeld). Leek me goed, deze twee
in hoogte uitmeten op de bovenzijde van de romp (0-lijn) en vast lijmen. Is dan
een mooie referentie voor de hoogte van de middenligger. Echter...... de
middenligger kon niet door het gat en er moest dus één van de klosjes weer
worden weggefreesd....
De romp naar de schuur bij mijn moeder gebracht met het vrachtwagentje van Jan.
Deze avond de eerste grove opstelling gemaakt voor het uitlijnen van de
vleugelmiddenligger op de romp. Tijdens het lijmen van de frames van de romp is
een zijpaneel een paar mm verschoven in lengte richting. Hier dus rekening mee
houden tijdens het uitlijnen. De dwars latjes staat dus niet helmaal haaks op de
centerlijn. Eerst de centerlijn bepaald en vervolgens achter op de staart het
midden bepaald. De afstanden naar de tippen (buisjes voor tie down) van de
vleugels naar dit punt moeten dus gelijk zijn. De romp op een opstelling van
ongeveer 60cm hoogte gezet waardoor makkelijk overal bij gekomen kan worden voor
het lijmwerk.
De bovenzijde van de romp (0-lijn) met waterpas en laser vlak opgestel door
middel van plaatjes en wiggen. Vervolgens de vleugels met laser vlak uitgericht,
ook zorgen dat middenligger in het midden van de romp ligt. Na zeker weten dat
de opstelling geen belemmeringen heeft, kan er gelijmd worden.
De vleugel iets verschuiven om de lijmvlakken te ontvetten en in te smeren met
lijm. Daarna alles weer op de juiste plaats schuiven en alles weer uitlijnen en
vlak uitrichten. Het nieuwe klosje boven de ligger er ook weer ingelijmd. Meten,
meten en nog eens meten. Dit met hulp van André.
De volgende dag de verticale latjes en de twee driehoek klosjes achter en boven
de ligger gelijmd. De middenligger Ligt nu goed vast in de romp.
Hierna de spleet tussen midenligger en zijwand (door de verschuiving) opgevuld
met een mix van expoxy, koolstofvezels en aerosil.
De Hilfsholm in de romp geplaatst en pasgemaakt op de zijwanden (kleine inkeping
onderzijde). Deze uitgelijnd op de vleugels en geklemd op de aluminium plaatjes
van de vleugel. De Hilfsholm gelijmd op de onderlatten van de zijwanden. De
volgende dag de achterste ribben van de linker Flügelstummel gelijmd. Van de
ribben moest eerst nog 2mm van de bovenzijde gehaald worden in verband met de
2mm triplex plaat die op de Stummel komt voor het instap vlak. Na bepaald te
hebben waar het midden van de vleugeldeling ligt, de overstekken van de vleugels
(bij rib C) iets ruim afgeslepen. Na passen en meten de ribben gelijmd.
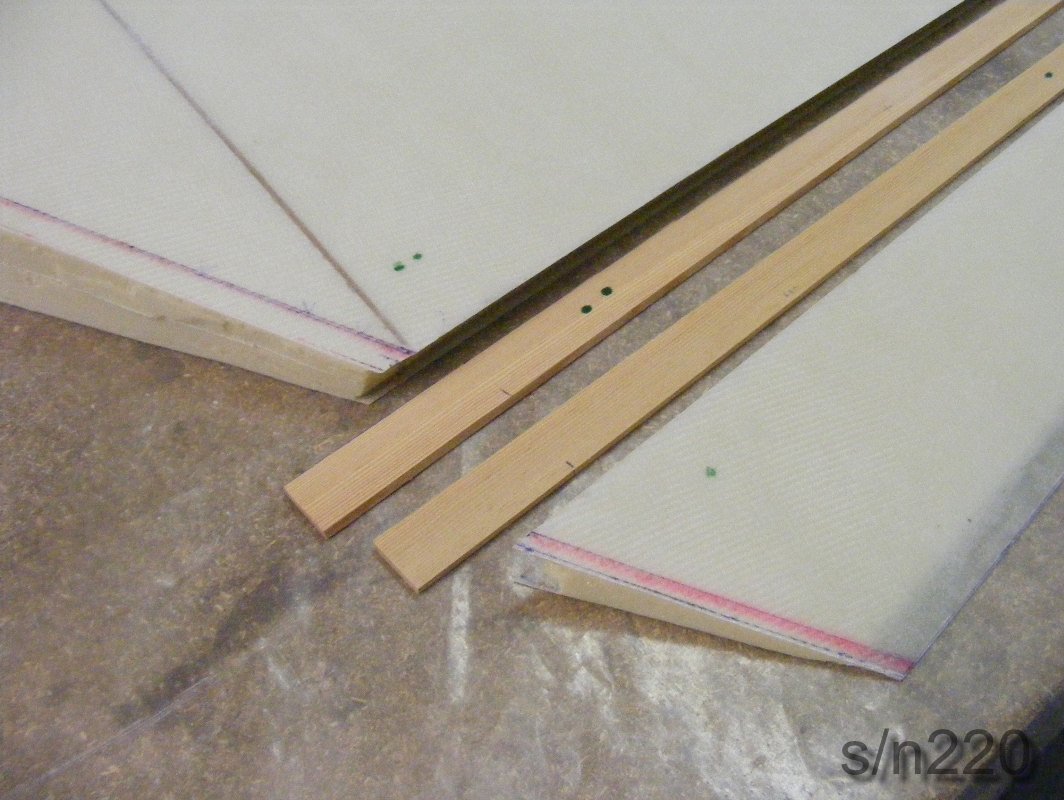
21-05-15
De bodem latten worden voorgebogen gelijmd. De ronding van
de onderkant voorzijde gemeten door latjes er op te leggen en een rechte lat op
het stukje net achter motorschot te leggen en dan de afstanden meten naar de
latjes. Vervolgens lengte op tafel uit tekenen en op de juiste plaatsen een
latje van de gemeten dikte leggen. Latjes lijmen en laten buigen in de
provisorische mal door gewichten.
Met een lange schuurlat de onderzijde “vlak” geschuurd.
17-05-15
Mal opgebouwd op werktafel. Eerst 2 aluminium kokers hier op vast te lijmen en
uitgelijnd met waterpas en laser. Hierop balkjes gelijmd met mal.
Nu konden de frames om de mal gebogen worden. Met behulp van stalen hoeklijnen
50x50 de staart recht gehouden. Als eerste het motorschot er tegenaan gelijmd.
Hierna alle dwars latjes in boven en onderzijde van de romp tussen de frames
gelijmd.
Steeds tussendoor met laser kijken of alles nog netjes recht staat.
Dan weer hoekjes en plaatjes voor de hoek versterkingen maken en lijmen.
De zijplaten tegen de frames aangehouden en de latjes afgetekend, aan beide
zijden. Dit voor het lijmen en spijkeren. 15-05-15 was het dan zover, de eerste
zijplaat er tegenaan gelijmd. Goed aandrukken en een klein spijkertje er in
schieten. Met de kop er nog boven zodat deze er later makkelijk uit getrokken
kan worden. Ik ben bang dat er altijd wel een spijkertje in de toekomst er uit
wil werken of roesten en dit ga je dan weer zien in de afwerking.
Alles, net als de rest, met epoxy gelijmd. (epoxy + baumwolle en aerosil).



20-04-15
17-03-15 Begonnen met de romp. Ik heb er voor gekozen om de zij frames
zonder de beplating om de mal te buigen en later de 2 mm Okoume beplating er om
heen de buigen. Hierdoor zal de beplating waarschijnlijk minder gaan floepen en
is dus minder plamuur nodig?
Op de werktafel frame uitgetekend volgens tekening. Hier en daar een kleine
afwijking genomen omdat anders de bovenlijst of onderlijst niet helemaal mooi
vloeiend loopt. De boven en onder lijst met blokjes op positie gehouden en eerst
alle latjes netjes hier tussen pasgemaakt. Vervolgens alle hoekjes uit 16 mm (watervast)
berken triplex en plaatjes uit 2mm berken triplex gemaakt. Blokjes eerst
aftekenen vanaf frame, tegen schuurschijf, passen, schuurschijf, etc. etc….
Ook het motorschot (8 mm berken triplex, meerdere lagen vliegtuig triplex,
overgenomen van KH) uitgetekend en gemaakt. De latten achter het motorschot
gemaakt van Berken.
Na het lijmen van de frames deze afgetekend op de 2 mm Okoume zijplaten zodat
dit straks weer scheelt als alles in de mal staat. De zijplaten geschuind en
gelijmd. De zijplaat heeft totaal 1 deling.



25-05-14
Hoofdliggers. Om de ribben C op de hoofdliggers te lijmen zijn de
liggers geplaatst in de middenligger zodat beide ribben C op elkaar uitgelijnd
kunnen worden. Verkeerde uitlijning heeft invloed op het vlieggedrag. De
volgende onderdelen zijn al klaar: hoofdligger, flaps, rolroeren,
scharnierophangingen, ribben, achterlijst, neuslijst en mallen.


Nadat de ribben C zijn gelijmd kunnen de liggers gedemonteerd worden en kunnen de
vleugels één voor één verder worden afgebouwd. De ribben G en L kunnen nu op de
eerste rib C worden uitgelijnd.
Daarvoor zijn de 2 aluminium koker op de werktafel met laser en waterpas
vlak geleg. Hierop twee aluminium stafen waarop de hoofdligger met de bovenzijde
waterpas op vast geklemd. Zodanig dat de bovenzijde van de mal op rib C ook
waterpas is.
Rib G wordt op de ligger geklemd met de mallen op rib C en G uitgelijnd op
elkaar. Een dag later hetzelfde met de tip rib L.
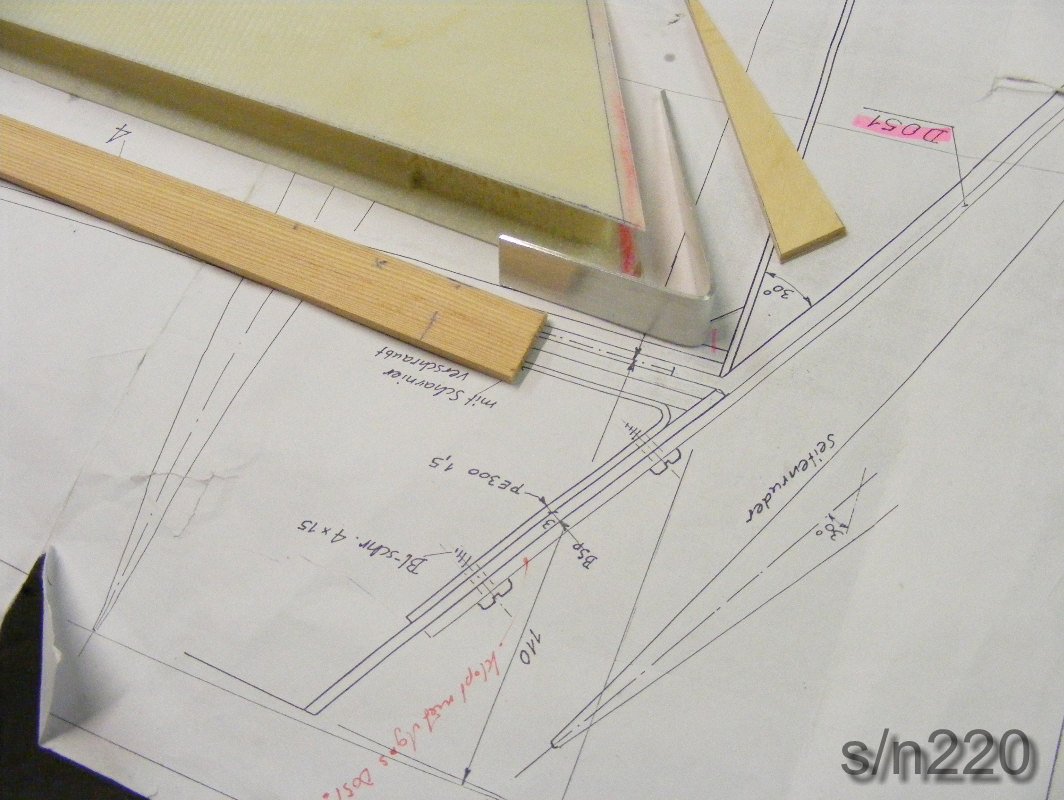
Vervolgens de achterlijst en neuslijst aan de ribben gelijmd. Zorgen dat de
ribben haaks op de hoofdligger blijven en parallel aan elkaar. Ook zorgen dat
rib L niet verdraaid ten opzichte van rib C en G door het klemmen van de
achterlijst op de rib.


De landingsflap in positie gebracht en met passen en meten de opvulling bepaald
voor de middelste scharnierophanging (1,5mm). De flap uitlijnen op de
achterlijst en mallen om de scharnierophanging aan de binnenzijde door te boren
op rib C.
Nieuwe scharnierplaatjes voor op de rolroeren gemaakt volgens schrijven
Max-André. De stuurstangen (Z084-09) voor de rolroeren (Alu, D8) moeten dan
ongeveer 2 cm langer gemaakt te worden.
De scharnierophanging van het rolroer aan de tip zijde
gemaakt van gezet aluminium plaat 2mm. Deze kan dan aan de achterzijde
van de achterlijst gemonteerd worden in plaats van aan de tip zijde. De
beugeltjes net zolang buigen totdat deze netjes parallel lopen met de zijkanten
van de rolroeren en dat het rolroer aan ligt op de mallen.
Aan de achterzijde van de scharnierophangingen moerplaatjes met klemmoeren
gemaakt, hier kan men later niet meer bij. Randjes van de klemmoeren in het hout
frezen zodat het plaatje netjes aanligt. Moerplaatjes met lijmpasta en 2
schroefjes vastzetten. De lijmpasta zorgt voor goede aanligging van de moeren op
de houten klosjes. Om het rolroer goed te laten aansluiten op de flap en de
mallen is het opvulplaatje (1,5mm) achter de middelste scharnierophanging iets schuin
afgeschuurd zodat het rolroer iets omhoog komt.


Alle schuim ribben precies op maat gemaakt met behulp van een rechte lat op
kleine latjes op de ribben. Passen, schuren,passen, schuren.....Voor het
inlijmen van de schuim ribben aluminium op de achterlijst geklemd en de ribben
ondersteund/uitgelijnd zodat alles netjes in vorm blijft tijdens lijmen. Hoe
mooier en spanningsvrijer straks de schuimplaten erin gelijmd worden hoe beter
de platen in vorm blijven tijdens het schuren ervan.
25-06-13
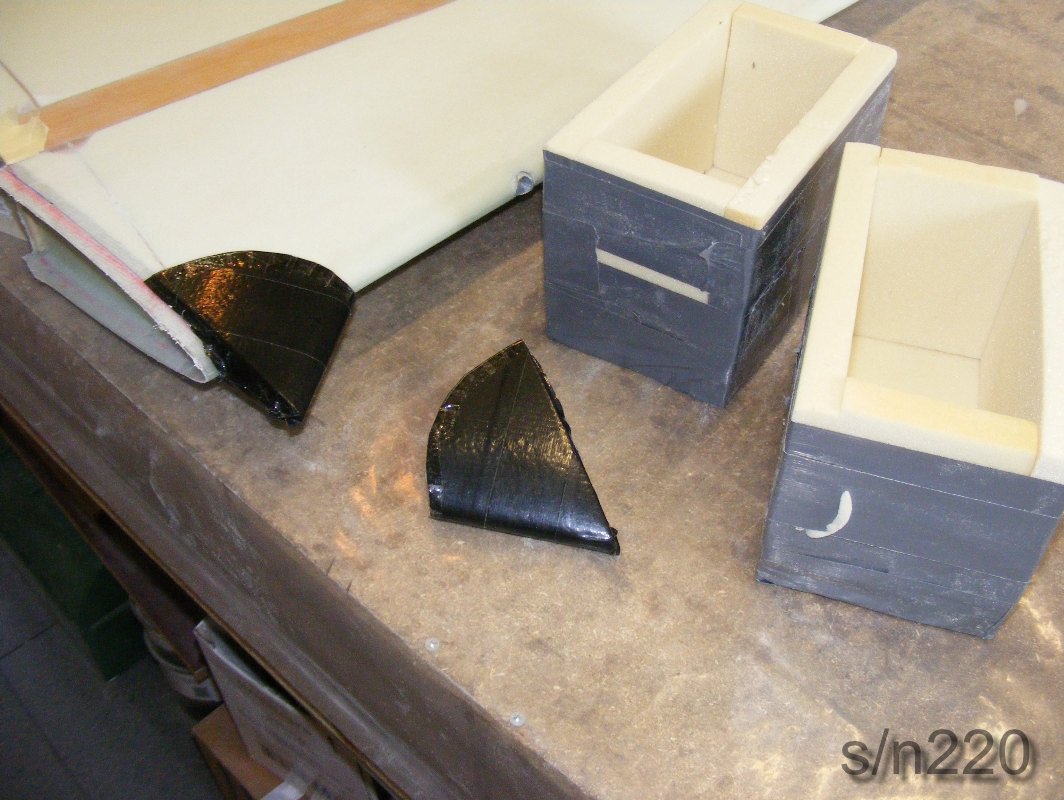
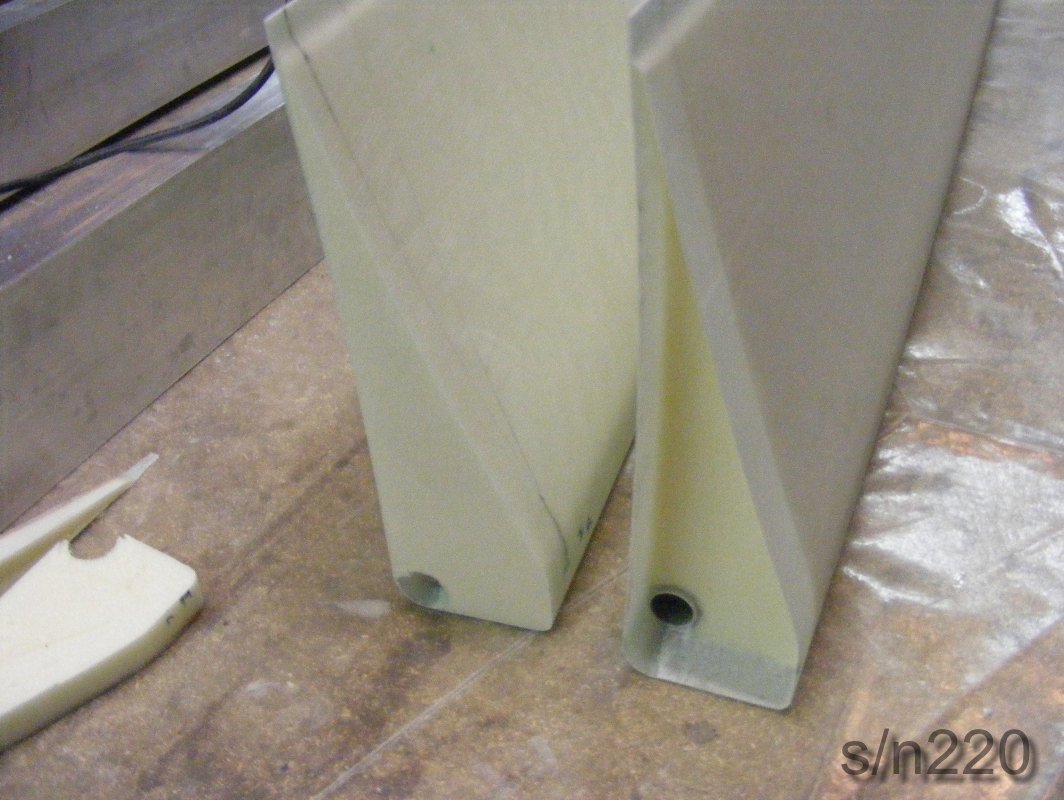
Tekening D050. Aan de voorzijde van de stabilo's dient balans lood
aangebracht te worden. Hiervoor heb ik op de stabilo's een blokje schuim in vorm
gemaakt, omdat bij het gieten een ruw oppervlak ontstaat, de vorm iets langer
aangehouden. De vorm omwikkelt met tape en in snel gips gedrukt. Als er "snel"
gips op de verpakking staat dan is het ook snel.... Tijdens het op de plaats
houden van de vormen werd het gips snel warm en hard. Na het harden het tape
open gesneden en het schuim er uit gepulkt. Hierna kon de de rest van de tape er
makkelijk uit gehaald worden voor een mooi glad oppervlak. Het gips een tijdje
goed laten drogen. Door het gieten van het lood zal het gips knappen dus even
duct tape om de mal wikkelen. Het lood smelten in een conserveren blik op een
gasstelletje en in de mal gieten. Even geduld hebben bij het smelten, het lood
smelt echt na een tijdje.
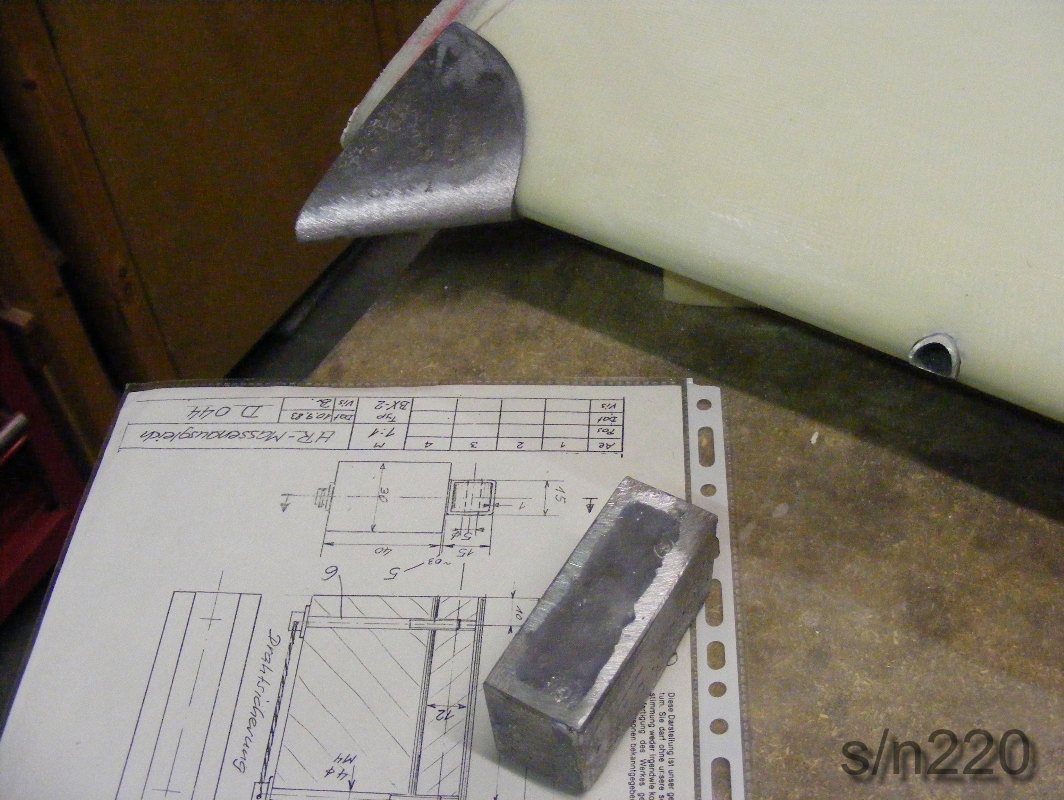
De kopse kant van het lood op lengte (en gewicht) gemaakt door deze met de
lintzaag in te korten. Even naschuren tot 750 gram.
De lood vorm met mengsel van epoxy, katoen en aerosil op het stabilo gelijmd. De
randen plamuren met een lichte plamuur (aeronautic van carbonwinkel.nl) zodat de
2 lagen aan te brengen glasvezel mooi aanliggen.






De plaats van de buisjes voor de borgpennen netjes uitmeten en met dremel aan
voorzijde stabilo ruim uitgefreest. De buisjes met de voorzijde gelijk gemaakt
en afgeschuind. Schuim rondom de buisjes en een klein stukje onder het laminaat
weggeschuurd. Vervolgens iets lijm op de buisjes binnenzijde gedaan en deze op
het borgblokje geschoven zodat deze waterdicht is en met een pasta van epoxy de
voorkant van het buisje gefixeerd.
26-05-13
Afgelopen week bezig geweest met het afwerken van de stabilo's. Ik had
er voor gekozen om de trimvlakken mee te lamineren en deze later te scheiden.
Uitmeten volgens tekening en met de dremel het laminaat doorslijpen. Dit ging
hartstikke goed, mooie rechte dunne lijn (met dank aan de vaste hand van Jan).
De open kanten onder de juiste hoek afschuinen (8gr), uithollen (ongeveer 4-5
mm), latjes pasmaken, aluminium stripjes erop lijmen en vervolgens de latjes
erin lijmen. Hiervoor lijm aangemaakt met de verhouding 100gr hars, 12gr
baumwoll en 8gr aerosil. Dit recept had ik gevonden in een supplement document
van Diamond. Deze verhouding geeft een mooie pasta die na harden erg sterk is.
Het lijmen van de latjes in de stabilo's steeds op de aluminium koker gedaan met
als gewicht op de bovenzijde een aluminium massieve staf. Op deze manier blijft
de boel mooi recht tijden het uitharden. Wel goed controleren af het latje en
mooi recht in ligt, even een recht liniaal er achter tegen aan houden.
Het laminaat van de stabilo's aan de kopse kanten (romp zijde) 1cm ruimer op
maat gemaakt. Vervolgens 2cm uitgeholt en gelamineerd met 3x 163grs diagonaal.
Op deze manier krijg ik geen verdikking aan de boven en onder zijde omdat anders
bij niet uithollen de mat omgeslagen moet worden.
De 1cm overlengte en holte van 1cm kunnen later op de romp mooi worden
pasgemaakt zonder extra lamineer werk doordat dan eventueel schuim bloot komt te
liggen bij eventueel inkorten.



05-05-13
De kopse kanten van de rompflaps op maat gemaakt volgens tekening. Iets
ruimer aangehouden.
Vervolgens het schuim met de dremel weggefreesd. De kopse kanten aan de romp
zijde met 3 lager 163grs gelamineerd.
Aan de andere zijde het beugeltje met houten klosjes ingefreesd en met epoxy met
verdikkersmiddel en baumwol vlokken ingelijmd.
De boutjes om de beugeltjes op de plaats te houden even insmeren met lossingswas
Drie lagen 163 grs op gehele kopse kant gelamineerd, vervolgens 5 lagen
trapsgewijs als op tekening aangegeven en als laatste 1 laag
er helmaal overheen. Alles (klosjes en matten) gelijk achter elkaar voor goede
verlijming onderling. Alle matten diagonaal.


21-04-13
De rompflaps (D088) op dezefde manier gemaakt als de vleugelflaps.
Ribbetjes op de zijkanten van een blok schuim uitgelijnd en gelijmd met 5
minuten epoxy. Het blok eerst netje haaks en recht gemaakt. Na het lijmen van de
ribbetjes de onderzijde en de voorzijde in vorm geschuurd. Daarna met een
verwarmingsbuis 22 waarop schuurpapier is gelijmd de uitholling maken voor de
aluminium buis.
Bij het lamineren de rand van de eerste mat in de holling gelegt en vervolgens
de buis erin soppen. Dan de het blok schuim vlak leggen en de onderzijde
lamineren met deze mat. De eerste mat ligt dus op de onderzijde en loopt door om
de buis zodat deze de torsie krachten goed kan overbrengen van buis naar flap.
De onderzijde was eerst met epoxy met micro ingesmeerd, dan de eerste mat er nat
inleggen. Lastig klusje omdat de vezels diagonaal liggen er bij het gladstrijken
van de mat om de buis al snel de mat uit de holling wordt getrokken waardoor een
luchtbel ontstaat. Met geduld ligt de mat nu netjes om de buis.
De mat afstrijken met epoxy en de tweede laag er op leggen met de rand naar
beneden zodat buisbedekt is. Voor de derde mat hetzelfde. Peel ply er over en
laten uitharden.
03-04-13
Kopse kanten van de rolroeren gelamineerd met 2x 163 grams doek. De
randen aan de bovenzijde en onderzijde eerst licht afgeschuimd zodat er een niet
al te dikke rand ontstaat. De eerste doek ongeveer een cm omgeslagen en de
tweede 2 cm, vervolgens peel ply, gaatjes folie en absorptie doek erover. Alles
op zijn plaats gehouden door wat afplaktape. Beide roeren in de vacuümzak en
pompen maar.
Warmtelint erbij en afgedekt.
Dit alles zorgt ervoor de het glasvezel doek mooi om de randen wordt aangedrukt.
01-04-13
D085 - Querrudder. Voor de rolroeren dezelfde methode gebruikt als de
vleugelflaps. Blok schuim vlak, haaks en op maat gemaakt, de gleuf voor de buis
erin geschuurd (met verwarmingsbuis D15 met schuurpapier P120 erop) en de ribben
erop gelijmd, gemonteerd op de stalen buis, eerst één rib op het blok
lijmen en dan de andere netjes uitlijnen en ook lijmen. Alleen de ribben lijmen
zodat de buis er nog uit gepakt kan worden voor het lamineren. Eerst de
onderzijde in vorm geschuurd. Dit is een lastig karweitje omdat de rolroeren
taps toe lopen, hol zijn en er een verdraaiing in zit. Hierna de onderzijde
gelamineerd met twee lagen 163 grams doek. Hiervoor de stalen buis er uit
gehaald, gleuf 1 laag gelamineerd, buis erin en de doek er om heen geslagen naar
de onderzijde en gelijk tweede laag.
Na uitharden de bovenzijde in vorm geschuurd. Hierbij de rolroer op de aluminium
balken gelegd en deze zo gelegd dat de voor en achterzijde van het rolroer goed
zijn ondersteun met 12 mm tip verdraaiing. Vervolgens op de aluminium balken de
bovenzijde gelamineerd. Aan de achterzijde weer een randje schuim weggeschuurd
voor goede hechting van onder en boven laag en voor de versteviging van de
achterzijde.
De beide zijden zijn dus gelamineerd met twee maal 163 grams doek - diagonaal.
Elke zijde laten uitharden met het warmte lint.






17-03-13
De kopse kanten van de flaps volgens tekening (D087) ingekort en op
maat gemaakt. Verdiept uitgeholt met dremel en grof schuurpapier. Gelamineerd
met 2x 163grs doek. Hardware volgens D089 gemaakt. Er zitten enkele
tegenstrijdigheden in de stuklijst en tekening.





06-03-2013
De onderzijde gelamineerd met 2x163grs glasweefseldoek diagonaal (later
de derde laag nog erop doen ! zie handboek blz.33 (opm. 30-03-13)). De
eerste mat volgens tekening om de buis gewikkeld en geïmpregneerd met epoxy hars.
Vervolgens in de holling gelegd en met de rest van de mat de onderzijde bekleed.
Peel ply erop. Na goede uitharding de flap omgedraaid en de bovenzijde met rasp
en schuurbalk in vorm gebracht. Vlak gelegd op de aluminium balken en vervolgens
de bovenzijde gelamineerd. Even letten op dat de flap netjes op het randje ligt
van de balk zodat het achter randje wordt ondersteun en bij plaatsen van gewicht
niet wordt vervormd doordat de balk te veel in holling ligt waardoor het randje
iets vrij komt te liggen en dus vervormd. Hiervoor één balk ook iets hoger
gelegd.
13-02-2013
Blokkenschuim op maat gemaakt voor de vleugelflaps (D087). aan beide kanten
een mal op gelijmd met 5min epoxy. Alles uitgelijnd op de aluminium balken zodat
de malletjes netjes tegenover elkaar liggen. Met een verwarmingsbuis 22mm met
schuurpapier P120 erop gelijmd de holling voor de aluminium buis erin geschuurd.
Daarna de onderkant in vorm geschuurd (hol). Nadat de onderkant met de aluminium
buis gelamineerd is, wordt de bovenkant in vorm geschuurd.


03-02-2013
In het frame van de stabilo's 20mm PU schuim gelijmd. Tijdens het
lijmen liggen de platen op stalen staven die in de gaatjes in de ribben liggen.
Gelijmd met epoxy en micro balloons. Tussen de platen kleine ribben van 20mm
schuim gelijmd, om de 15cm. Hierdoor blijven de platen beter in vorm tijdens het
schuren en lamineren. Op de kopse kanten blokken schuim gelijmd (met naad in het
midden). De blokken zijn gemaakt uit platen PU schuim, op elkaar gelijmd. Alleen
lijm op gedeelte dat blijft zitten zodat bij schuren van de rand er niet op de
lijmrand geschuurd hoeft te worden. De platen grof in vorm gemaakt met een rasp
(de rasp heb ik nog van mijn surfplanken bouwen). Daarna geschuurd met een
aluminium balk met ronde hoeken waarop schuurpapier met korrel 80 is gelijmd.
Langzaam naar de ribben schuren, niet te hard drukken op het schuim. Op de
achterlijst eerst een randje laten staan ter bescherming, vlak voor het
lamineren de achterkant tot een scherpe rand schuren. Tijdens het lamineren goed
letten op dat alles mooi vlak ligt. Eerst schuim ingesmeerd met epoxy met
micro's om gaatjes op te vullen en daarin de mat gelegd, ingesmeerd met epoxy en
verdeeld. Randen afgewerkt en tweede mat erop gelegd. Alles dus nat in
nat..Gelamineerd met 2x 163grs glasweefseldoek, afgedekt met peal ply. Ik heb er voor gekozen om de trimvlakken mee te
lamineren en er later uit te zagen en te voorzien van de houten latjes. Kijken
hoe dit gaat.





11-01-13
De ribben zijn op de ligger van het hoogteroer gelijmd tegen de al
eerder gelijmde hoeklatjes. Eerst de liggers met de buis gemonteerd en op de
aluminium kokers uitgelijnd,daarna de ribben één voor één met 5 minuten epoxy en
katoen gelijmd. Daarna de rest van de hoeklatjes gelijmd met epoxy en aerosil
06-01-13
Schuim is kielvlak gelijmd met een pasta van epoxy en microballoons. De
ribben zijn voorzien van gaatjes 10mm. Hier kan tijdelijk stalen pennen doorheen
gestoken worden waartegen de schuimdelen gedrukt worden tijdens het lijmen.
Hierdoor komen ze netjes op hun plaats.
02-01-13
Eerste zijde richtingsroer gelamineerd. Eerst het schuim ingesmeerd met
epoxy met microballoon en overtollige afgeschraapt. Dit zorgt voor een lichte
opvulling van de kleine (lucht) gaatjes in het schuim. Daarna gelijk ingesmeerd
met epoxy voor het lamineren (2x 163 grams, diagonaal gelegd en afgedekt met
peel ply).
23-12-12
Tekening D050.
De kokers met de buis samengebouwd op de aluminium koker profielen. Alles goed
op maat gelegd. De kolomboormachine kan er net overheen. Boormalletjes D8-d5,5mm
met kraag gemaakt. Ring eronder gelegd om de mal eventueel met tang vast te
houden zodat ook het aluminium niet beschadigd. Eerst het gat 5,5mm helemaal
doorgeboord. Moest een paar keer de boor helemaal terug halen omdat
boorspaanders onderin bleven bij boren in halve maantje. Daarna 6,8mm alleen in
halve maantje van CrMo doorgeboord om M8 te kunnen tappen. Was even een
nauwkeurig en lastig klusje maar is goed gelukt.


14-12-12
De inwendige aluminium blokjes in de koker gefixeerd met koolstofvezel.
Zijkant ondersteund met klosjes hout met plastic zodat een mooie hoek wordt
gemaakt voor goede verlijming met de laatste zijde van triplex. (D050).

13-12-12
De inwendige blokjes (aluminium en hout) in de koker gelijmd.
Uitgelijnd met de buis en geklemd op de rechte aluminium kokers. Verwarmd met
lint voor snellere en betere harding. De buis, de blokjes en de conussen licht
met lossingswax ingesmeerd om te voorkomen dat deze vastgelijmd worden.

10-12-12
Tweede bovenligger van de hoofdligger en tweede kokerligger voor
hoogteroer gelijmd. Ook het lichte 2mm triplex frame van het richtingsroer
gelijmd.
Volgende stap voor het hoogteroer is het erin lijmen van de conische klosjes en
aluminium ringen. Dit alles moet uitgelijnd worden met de buis waarover straks
de hoogteroeren geschoven moeten worden. Daarna kan de laatste zijde erop
gelijmd worden.
09-12-12
Vandaag een eerste bovenligger opnieuw gelijmd. 03-12-12 heb ik samen met mijn
vader nieuw latten uit de tweede balk van Luc gezaagd bij Loedeman in Elburg. De
balk was erg scheluw (18mm) maar het is toch gelukt om hier mooie latten uit te
halen.
De eerdere 2 bovenligger heb ik gebroken. Hierin zaten latten van oregon pine
met zeer fijne nerf en deze ware ook vrij licht van gewicht. Deze knappen vrij
snel bij buigen. Eerder eb ik deze latten ook al afgekeurd. Die in de
bovenliggers waren vrij goed maar zat me toch niet lekker. De bovenliggers
knapten ook vrij makkelijk op de dunnere gedeelten. Of het aan het hout lag of
mijn slechte gevoel over de latten weet ik niet, dat laat ik dan maar in het
midden. De latten uit de balk van Luc zijn perfect ! Heb gelijk een stuk beter
gevoel ! Dus bij twijfel: altijd gelijk weggooien en opnieuw maken !
De bovenliggers en de Mittelholm waren al wel uit perfect hout.
08-12-12
Afgelopen weken bezig geweest met onderdelen voor het staartstuk. Moet
nog even uitzoeken wat ik wil met de hoogteroer trim. Deze wil ik net als
anderen elektrisch maken. In de tekening staat een maat foutje. Ik dacht dat ik
de mal (Luc) niet kon gebruiken maar nu kan ik deze gebruiken.
Doordat de koker taps toeloopt kan met kleine klosjes de plankjes tegen de mal
aangedrukt worden en vervolgens met lijmtangen naar beneden gedrukt worden.
Nadat beide kokers 3 zijden gelijmd zijn kan het binnenwerk uitgelijnd worden
met de buis en worden vastgelijmd.


02-11-12
De eerste onderste ligger (30-10-12) uit de mal gehaald. De kromming
blijft prachtig staan. De overtollige hars afschuren.
Tweede onderste ligger van de hoofdligger gelijmd volgens zie 30-10-12.
01-11-12
Bezoek van Carl (s/n244). Alles weer even doorbesproken en materiaal
uitgewisseld
30-10-12
Samen met Jan de onderste ligger van de hoofdligger gelijmd. De latten 5 mm dik
gezaagd (11-10-12) in plaats van 6 mm op tekening. Dus een lat extra nodig om op
gewenst dikte te komen. Dit is toegestaan volgens de Baumappe van Max. De
dunnere latten kunnen in één keer gebogen worden zonder nat te maken (tip
Broer). Omdat de latten dunner zijn en de ligger in een wig vorm loopt komen de
lengten niet overeen met die van Max (D066). De lengten van de latten even in
AutoCAD opnieuw bepaald.
Op de mal folie gelegd en daarna de eerste lat. Deze iets door laten steken op
de stomp zijde en met twee kleine spijkertjes op de mal vast zetten. De mal heb
ik langer gemaakt dan volgens de Baumappe. Latten insmeren en de volgende lat
erop leggen en weer vastzetten met twee kleine spijkertjes. Zo alle latten
insmeren en vast zetten. Door het vastzetten met spijkertjes zullen de laten
niet in lengterichting gaan schuiven bij het aandrukken van de klos met radius
150. De spijkertjes zitten in de overlengte zodat deze afgezaagd kunnen worden.
De folie er over heen slaan en de klos met radius op de juist plek klemmen. Goed
op letten dat de latten niet in breedte richting verschuiven, even een paar
kleine lijmtangen met klosjes in breedte richting licht aan draaien. Vanuit de
klos alle lijmtangen plaatsen en vanaf de klos aandraaien. Verwarmingslint er
omheen gelegd. Twee dagen in de mal laten harden.


Tijd benodigd: 45min (met z'n tweeën, alleen 60min). gemengd 220gr hars +
35gew.% harder 120min. + 30vol% Bauwolle.
29-10-12
De mal voor de onderste ligger van de hoofdligger gemaakt, die van
Jacques was in de loop van de jaren kromgetrokken. Uit twee mooi rechte
stelprofielen gemaakt die mijn vader nog had liggen.
19-10-12
De tweede bovenste ligger gelijmd (D066).
18-10-12
De latten voor de bovenste ligger (D066 Ausserholm) had ik al eerder
gezaagd (27-12-11). Een paar latten heb ik afgekeurd en nieuw gezaagd uit de
balk van Luc (11-10-12). Gesorteerd op gewicht zodat beide liggers zoveel
mogelijk gelijk worden. De latten nog een beetje opgeruwd met grof schuurpapier.
Gelijmd met epoxy met 30vol% katoen Baumwolle (katoen). Alles geklemd op de
aluminium kokers.

14-10-12
Zentralholm op lengte gezaagd en schuine kant gezaagd en de klossen
D072-8+9 gelijmd. Multiplex op elkaar gelijmd voor de klossen in de Zentralholm.
11-10-12
Afgelopen dinsdag samen met mijn vader latten voor de hoofdligger
gezaagd uit een balk 70x200 (overgenomen van Luc). De balk was perfect, geen
noesten, fijne nerven en rechte draad. Wel makkelijk als je er iemand bij hebt
die precies weet hoe een ruwe balk te vlakken en te zagen. Ook de goede machines
van de firma Loedeman Jachtbouw in Elburg hebben geholpen aan het goede
resultaat. Klossen haaks en op maat schuren is daar ook geen probleem.
Ook gelijk de latjes waar het schuim op komt te liggen, neuslatten en hoeklatjes
gezaagd. Al het hout voor de vleugel heb ik nu.
Wat me opgevallen is is dat de latten van Luc ongeveer 15% zwaarder zijn dan de
latten die ik al klaar had. Beide zijn droog en zitten allebei ruim tussen de
grenswaarden, de lichte zit mooi op gemiddelde waarde en die van Luc tussen de
gemiddelde en grenswaarde. Er kan dus nogal wat verschil in het soortelijk
gewicht van oregon pine zitten. (Bron o.a.:
http://www.schreiner-seiten.de/holzarten/douglasie.php)
Vanavond de tweede ligger (achterste) van de Zentralholm gelijmd.


06-10-12
Deze week de Hilfsholmen (D094 en D095) gemaakt. Enkele lijm proefjes
gemaakt met de toevoegmiddelen thixotropier, Baumwollflocke (katoen) en Aerosil.
Een stukje triplex met dotjes lijm op OregonPine gedrukt. Aerosil geeft
een hele mooie gel, thixtropier ook maar iets harig. Baumwoll geeft een harige
gel. Heel duidelijk is dat bij de Baumwoll de meeste vezels van oregonpine
achter blijft op het triplex. De resten in de mengbeker met Baumwoll zijn ook
het moeilijkst te breken. Volgens Max (+30 vol%) "armiert" (bewapend) de
baumwoll de epoxy, dit blijkt ook uit de restjes in de mengbekers. Diamond
adviseert o.a.: Baumwoll met Aerosil (100gr epoxy, 10 gr baumwoll en 3 gr
Aerosil), dit geeft een vrij dikke maar mooie stevige en sterke lijmpasta. Deze
is niet echt geschikt voor grotere platte verlijmingen, wel voor kleinere. Voor
grotere vlakke verlijmingen heb ik een erg goed gevoel bij de toevoeging volgens
Max Brändli (30 vol% Baumwoll). Aerosil zal ik ook zeker gebruiken, deze geeft
een hele mooie gladde lijmpasta.


Lijmen door klemmen tussen de grote aluminium kokers (120x50x3) en de alu kokers
van Jan (40x20) met folie er tussen werkt perfect, recht en goede gelijkmatige
klemming.
12>30-09-12
De beplankingen van de liggers, Hilfsholm en Mittelholm zijn inmiddels
gelijmd en aan één zijde recht gezaagd. De beplanking van de hoofdliggers ruim
aanhouden voor verlijming op het geraamte.


Klossen voor in de vleugel van multiplex, gelijmd met meerdere lagen watervast
berken multiplex om aan de dikte te komen.
De klosjes in de Zentralholm op maat gezaagd. Twee aluminium kokers besteld.
Hierop kan mooi recht gebouwd worden, hier zal ik tijdens de bouw nog veel
profijt van hebben. Vandaag de gewichtsgaten geboord in de klosjes en de voorste
ligger van de Zentralholm gelijmd. Met genoeg lijmtangen op de aluminium kokers
geklemd. De achterste ligger is bijna klaar voor lijmen.
11-09-12
De binnenbuis van de voorpoot terug gekregen van het veredelen. De buis
uit 4130 heeft nu een treksterkte van 870N/mm2.
06-09-12
Samen met Jan een Schäftmachine gemaakt van multiplex, lade rails en
een schuurbandje. Na een proefstuk de bekleding nr. II (vliegtuig triplex 5
laags, 2mm Quality I) van Mittelholm geschäft en na goed bevonden gelijmd met
epoxyhars.

04-09-12
Latten liggers Mittelholm samen met Jan gelijmd. Gelijmd met epoxy met
20-30% Baumwollflocken, gescheiden door plastic en in vacuümzak laten harden.


02-09-12
Fahrwerkholm gelijmd (D092).

30-08-12
Diverse multiplex 2, 16 en 20 mm op maat gezaagd.
28-08-12
Eerste avond dat Jan heeft geholpen. Jan zijn kist is klaar en gaat
eerdaags naar Teuge en zal nu mij helpen bij het bouwen.
Voorbereidingen gemaakt voor de Mittelholm.
Neuspoot is afgelast.
26-08-12
Plaat 18mm en 2mm op elkaar gelijmd voor diverse onderdelen (D062-11 +
D096-1+2) van 20mm. In vacuüm zak.
25-08-12
De houten frames (overgenomen van LS) voor de zijwanden schoongemaakt
met schuur spons en water. Maten gecontroleerd. Maatvoering is exact volgens
tekening en na schoonmaken ziet het houtwerk er goed uit. Deze kunnen straks dus
gebruikt worden!
Bouwbegeleider van de NVAV
is langs geweest voor eerste kennismaking. Hij zal een verslag maken voor de
NVAV waarna een projectnummer zal worden gegeven. Hij kijkt naar werkplaats, al
gemaakt onderdelen, aanwezige kennis en materiaal, of verslagen worden
bijgehouden, etc. Vrij algemeen dus.
24-08-12
D008-2 geklonken op pos.1. Pos.2 van LS. Eerst proef gemaakt.
23-08-12
D003-5 gehecht. D134-4 (was D003-6) pas gemaakt op neuspoot.

20-08-12
Schoortjes neuspoot (D003-5) pasgemaakt.
27-07-12
D008-01 en D003-5 met JP warm gestookt en onder pers gebogen en
platgedrukt. De schoortjes (D003-5) schuin onder pers gelegd onder hoek van
tekening zodat deze straks mooi overeen komt met de beugeltjes.
26-07-12
Onderdelen neuspoot gehecht/gelast. Buitenbuis en D134-3 vast gelast en
plaatwerk gehecht (D003-3 + 4).
23-07-12
Pertinax wielen afgemaakt (D055). Voorbereidingen laswerk neuspoot.
16-07-12
D003-03+04 plaat 1,5mm CrMo gezet (neuspoot). Onderdelen zijn met laser
gesneden en gezet aan de hand van 3D tekening. Past perfect! Met behulp van een
malletje de hoek voor het zetten gemaakt en deze tegen het kantmes gezet zodat
de hoeken goed zijn.


15-07-12
D010-4 borgpen voor blokje op binnenbuis neuswiel gedraaid en D004-1+6
Bugradklinke gemaakt. D004-6 is in spiegelbeeld ten opzichte van de
samenstellingstekening (Z006), die van Z006 aangehouden.

07-07-12
D134-03 te maken uit plaat en buis. Buis en ring gedraaid voor lassen.
Gat door D134-01+05 geboord zodat plaatje D134-06 hierop uitgelijnd kan worden
en kan worden gelast.
02-07-12
Neuswielvork (D013 laten aflassen en prop (D134-05) in binnenbuis
(D134-01) laten lassen
01-07-12
Binnenbuis voorpoot op maat gemaakt (D134-1+5)
25-06-12
Vork voorwiel (D013) in elkaar gehecht. Kan nu uitgelijnd worden zodat
wiel straks recht in vork komt, met schroefdraad afstand vastgezet.
24-06-12
Federbein geschuurd,geboord, onderleg plaatjes gemaakt.


20-06-12
De aluminium van D059 pasgemaakt over de "as houder" op het Federbein
(D060). Daarna monteren met hars met Baumwoll vlokken voor het opvullen van de
laatste kleine spelingen. Een een stukje folie tussen de hars en de delen.

16-06-12
D014-19 pas gemaakt op U van Kurbel. Vulbusjes gedraaid (D014-6) voor
stangkop M8. Busjes op tekening zijn voor M6 stangkop M8 is volgens tekening
beter. Daarom vulbus (8-6) met kraag gemaakt ipv vulring. Verder passen de
overgenomen onderdelen goed.


11-06-12
Kurbel van D014 laten aflassen.

09-06-12
Diverse onderdelen van ex Cherry bouwer uit België overgenomen. De koop
viel iets tegen. Hout kunnen we wel gebruiken. Het latwerk van de
zijwanden zijn gelijmd en kunnen hoe het er naar uit ziet gebruikt worden. De
aluminium onderdelen vielen een beetje tegen en de CrMo gedraaide delen waren
roestig. Er zaten ook stangkoppen bij, deze heb ik nu dubbel. Verder nog
ruw materiaal aluminium en CrMo waarvan ik nu ook veel dubbel heb.
30-05-12
Onderdelen, materiaal en licentie overgenomen van een ex Cherry bouwer.
Hierbij zaten ook al heel veel gemaakte onderdelen, dit bespaart dus heel veel
tijd! Er zat ook de buis voor het hoogteroer bij, dit probleem is dus ook
opgelost en ook enkele materiaal problemen van Carl zijn opgelost.
28-05-2012
D058 is ook klaar. Exacte plaats van pos 5 nog bij samenbouw bepalen en
doorboren. Lagertjes moeten nog 'verstemmt' worden op de asjes.
27-05-2012
Tekening D054 en D056 zijn afgewerkt en dus in de map 'klaar' gestopt.
De draaibank is te klein om de groef in het kabelwiel (D055) te draaien. Carl kan deze wel
draaien dus van de week even aan Carl meegeven. Tekening D056 afgewerkt, dit
zijn voornamelijk Alu buisjes, pos 03 en 06 moeten later opmaat gemaakt worden.
Pos 03 lengte is Holmbreite +1 en pos 6 moet later doorgezaagd worden in verband
met uitlijning, dus niet volgens tekening op lengte 20 maken!
26-05-2012
Vandaag met André mee gevlogen naar de NVAV Fly in op vliegveld
MiddenZeeland. Een prachtig vlucht met mooi weer. We vlogen samen op met Jan H.
en zijn vrouw met hun Cherry. Leuke en interessante contacten opgedaan.
Als het mee zit zijn weer een paar materiaal problemen opgelost.
18-05-2012
BMW R1150GS motorblok met versnellingsbak en knikarm gekocht, de
onderdelen die ik niet nodig heb gedemonteerd en foto's van gemaakt en via
marktplaats weer verkocht (24-05).
12-05-2012
Diverse klein gemaakt. Het plaatwerk voor de vork voor het voorwiel is
gezet (D013-pos.01). De busje voor de wielas en de afstandbusjes gedraaid
(D013-pos.3+4). Plaatjes voor op de as waarop de de aluminium plaat voor het
intrekmechanisme gemaakt. Proefjes gedaan om aluminium plaat met klinknagels te
bevestigen op CrMo plaat. Dit is goed gelukt. Er zitten kleine foutjes in de de
tekening van de vork (D013) (maat van 115->na uitzet 113? en 120=115+2x1,5??).
Tekening van D055-pos.03 klopt ook niet helemaal. De moer blijkt vast te lopen
op de zijkant van het blok.3D tekening aangepast en nieuwe maten aan Carl
doorgegeven zodat hij deze gelijk goed kan maken. Ik moet nog een kleine holling
in de zijvlakken maken zodat de moeren helemaal aangedraaid kunnen worden.
18-03-2012
Gaatjes in buisjes met klei gestopt. Met 8 lagen 550grs UD klosje en
buisje op poot gelamineerd. Overtrokken met peal-ply, gaatjes folie en absorptie
doek en vervolgens in vacuüm zak. Alles werd netjes in de hoeken gedrukt.
Verwarmingslint erover en afgedekt. Lekker op temperatuur laten uitharden zodat
deze extra sterk wordt. De landingspoten zijn op de CrMo onderdelen bijna klaar.
17-03-2012
De klosjes op dikte gemaakt. Er moest nog aardig wat vanaf omdat de
poot dikker was geworden dan op tekening. Als ik dit niet doe dan komt de
geleiding U (D057) op het uiteinde van de poot ten opzichte van de as een paar
mm te laag waardoor deze dan niet goed past met het lager (mechanisme D054).
De klosjes haaks uitgelijnd en gelijmd op poot. De aluminium buisjes ontvet,
geëtst en gelijmd in de klosjes. Scherpe hoeken gerond met epoxy-micro.
10-03-2012
De klosjes (D060-8) voor de landingspoten met behulp van het malletje
van Jacques gemaakt. Het malletje ingesmeerd met lossingsmiddel, goed laten
drogen en gevuld met epoxy hars en glasvezel (strengen geknipt UD750 van ASpr).
Een paar strengen rechtop gezet om houvast te hebben bij het eruit trekken. De
klosjes kwamen goed uit de mal.
Vandaag nog even de remleiding buisjes op de poten bekleed met 2 lagen 163grs en
de "lock" klosjes (D056-1) van het landingsgestel gezaagd en met epoxy gelijmd
(18+2mm) om de vereiste dikte van 20mm te krijgen.
Om de temperatuur van het verwarmingslint te regelen heb ik een trafo
overgenomen van Jean. Hiervoor vandaag een omkasting gemaakt Misschien kan
ik deze later ook gebruiken voor de snijdraad.
Van de week aangemeld voor het examen Communications in april. Dit is de
laatste van de 7 theorievakken dat ik nog moet halen.
Heb me ook opgegeven voor cursus RT - VFR (Radio en Telefonie praktijk) die over
een paar weken begint en 6 weken duurt (www.atc-comm.com).
Dit moet gehaald worden voor de verplichte aantekening op het brevet, evenals de
LPE aantekening (die ik ook nog moet doen).
Dus weer even aan de studie.
19-02-2012
In de as van de landingspoten zit een gat D5 waarin een boutje gaat
(zie Z053 en D056 pos 4 en 5). Deze borgt de as op de poot zodat deze niet in
lengte richting kan verschuiven. Omdat dit gat later moeilijk te boren is, boor
ik deze alvast te samen met de aluminium buis. Omdat ik de lagerbussen er nog
niet in wil persen in verband met lamineren heb ik deze speling opgevuld met
aluminium stripjes en toen in één keer doorgeoord. Het gat van D6,5 op het
uiteinde is voor het eventueel later uittikken van de as met behulp van een pen
die hierin gestoken kan worden.
Aluminium buisjes voor de remleidingen op de poten gelijmd met 5 minuten epxoy
en geplamuurd met epxoy met microballoons. Van de week nog even over de buisjes
twee laagjes lamineren.
18-02-2012
Carl is geweest met een stuk van de proefplaat 2mm okoume triplex. Deze
is opgebouwd uit 0,6+1+0,6 mm lagen en na schuren is de plaat precies 2mm over
het gehele stuk (gemeten op meerdere plaatsen). Ziet er goed uit. Gaan we voor.
Gewicht even snel uitgerekend en dat klopte met het theoretische soortelijk
gewicht van okoume (500kg/m3). Een paar gram plus voor de lijm. Nog even voor
een lamp gehouden en geen onvolkomenheden gevonden.
15-02-2012
2x 2 CrMo assen (tek. D054 en D056) afgedraaid naar goede diameter voor
de glijbussen en de 2 stalen hulp assen voor de vleugelpen bussen afgedraaid. De
snijsnelheid van CrMo even opgezocht: >150 m/min. Dus genoeg toeren en koelen
gaf een mooi oppervlak, daarna even licht schuurlinnen erover voor een mooi
resultaat. Snijsnelheid van staal ligt wat lager. As was eerst te lang waardoor
deze bij het afdraaien in het midden ging trillen, dus de stalen assen in tweeën
gedraaid en niet in 1 lengte.
12-02-2012
Gisteren en vandaag een poot bekleed met 2 lagen 163 grams. De poten in
een vacuümzak gelegd en met verwarmingslint verwarmt. De poot van gisteren kwam
er goed uit, morgen kan de andere eruit gehaald worden.
08-02-2012
De kopse kanten van de landingspoten bekleed met 2 matjes 163 grams
zodat deze wat sterker zijn. Nu kunnen de poten in hun geheel 2x bekleed worden
met 2x mat 163 grams. De buisjes voor de remleiding die lijm en bekleed ik er
later op. Zo is de poot in mijn ogen aan deze kant dan beter omsloten en dus
sterker. Het materiaal voor vacuüm trekken is ook binnen. Ik wil de poten
bekleden en daarna vacuüm trekken.
Na lamineren pealply erop, dan gaatjes folie, dan absorptie doek en dan in een
zak. Door het vacuüm worden de matten goed en gelijkmatig tegen de poot geperst.
Overtollige hars gaat door de gaatjes folie in de absorptie doek zitten.
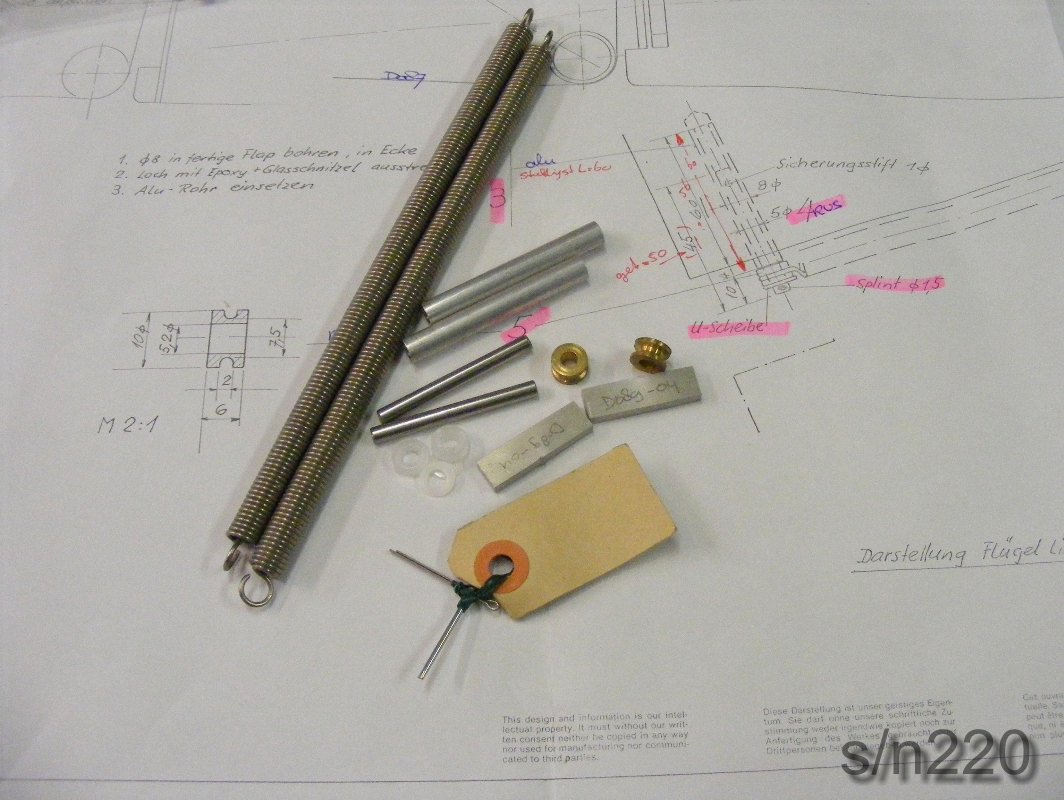
02-02-2012
De 'haken' voor het intrekken en uitklappen van het landingsgestel pas
gemaakt. Wat ben blij dat ik die onderdelen heb laten waterstraalsnijden. In 1
avond de beide haken klaar! en de bussen voor de erop te monteren lagers
gedraaid. De platen waren goed aan de maat, licht schuren en klaar.... Verder
nog even gekeken naar de veer en bijbehorende busjes voor in de veer en de
draadeinden met 'haken' die in de busjes gedraaid moeten worden. Dit zat bij de
onderdelen die ik bij het overnemen van de licentie bij kreeg. Dit zijn lastige
onderdeeltjes om te maken dus mooi meegenomen dat net die delen er al kant en
klaar bij zaten. Moet alleen nog een moertje M5 met linkse draad hebben....
26-01-12
Beide landingspoten zijn goed uit de mal gekomen. Volgens tekening
afgetekend en op maat gezaagd met cirkelzaag. Zaag werd wel erg snel stomp met
twee van die dikke lagen glasvezel. Nu nog alle scherpe kanten ronden, de
buisjes erop lijmen en dan de planken voorzien van 2 lagen 163grs glasvezel
diagonaal erop.
08-01-2012
De eerste Federbein (landingspoot) is gelamineerd. Volgens tekening
(D060) en vereenvoudigde methode (blz.12 van de Baumappe) moeten er 12 lager aan
de bovenzijde en 9 lagen aan de onderzijde van 750grs UD-mat (in lengte richting
van poot) op de 15mm essen houten kern worden gelamineerd. Omdat in verband met
verkrijgbaarheid en eenvoud ik net als andere Cherry bouwers gebruik maak van
550grs mat leg ik respectievelijk 18 en 14 lagen. De essen plank (bestaande uit
4 latten, zigzag gelijmd met de nerf richting aan de kopse zijde over de korte
zijde) is 830x155x15mm en wordt later in vorm gezaagd volgens de tekening . De
mat is 300mm breed en wordt dubbel gevouwen. Bij omwikkelen krijg ik bij elk
omwikkeling dus 2 lagen aan een kant. Dus beginnen met wikkelen totdat aan een
zijde 14 lagen en andere zijde 16 lagen liggen en dan eenmaal terugvouwen zodat
er 18 lagen liggen. De aluminium buisjes zijn met overlengte in de plank
gelijmd. De mat wordt om de buisjes gelegd zodat de vezels doorlopen en niet
worden onderbroken (sterker). Op beide zijden peel ply leggen (dat er later
afgetrokken moet worden zodat een ruwe laag ontstaat) en dan in de eigen
gemaakte mal in plastic folie leggen. Door de bouten aan te draaien wordt de
totale dikte op ongeveer 23 mm gebracht. Had af en toe een paar handen extra
nodig. Heb vandaag dan ook echt goede hulp en gezelligheid van Gijs gehad . En nu maar hopen dat de poot makkelijk
uit de mal wil.....



04-01-2012
Afgelopen dagen materiaal uitgezocht. Het blijkt dat er nogal verschil
zit in dichtheid en druksterkte van verschillende soorten styrofoam, roofmate
sl-x lijkt een goede verhouding te zijn tussen gewicht en druksterkte.
Druksterkte bepaalt hoe makkelijk je (ook na het lamineren) er een deuk in kan
drukken..Verder gezocht naar buis D45/40 uit alu 6082, nergens te krijgen. Zit
niets anders op dan draaien uit D50/40, nog kijken waar ik dat kan laten doen.
Dit past namelijk niet in de draaibank van Jan. Vandaag de alu busjes D6/4 voor
de landingspoten gedraaid uit D8. Zo leer je langzaam de draaibank kennen. Ik
heb sinds mijn MTS C-WTB opleiding niet meer gedraaid dus weer even wennen, er
is toch aardig wat blijven hangen. Het bleek dat ik het center iets moest
uitlijnen. Afijn, de eerste onderdeeltjes zijn gemaakt.
29-12-2011
Bij Jan Hermsen geweest voor het ophalen van de mal voor de
landingspoten en de stalen mallen voor de ribben. Allerlei bruikbare tips
gekregen. Jan was erg gastvrij en deelt zijn ervaringen graag. De rit naar Jan
was dan ook zeker de moeite waard.
27-12-2011
Samen met mijn vader het Oregan pine en Essen hout gezaagd. Ik had een
zaaglijst gemaakt en daar konden we ons aardig aan houden. Ik was blij dat mijn
vader erbij was. Eerst met zijn timmermansoog er langs kijken en dan wist hij
precies over welke kant eerst gevlakt moest worden en en vervolgens haaks
gemaakt moest worden. het was erg makkelijk en gezellig om er zo'n vakman bij te
hebben. We mochten gebruik maken van de machines van
www.jachtbouwloedeman.nl.
Prachtige machines, dit scheelt de helft aan tijd. Niets voor niets zegt men:
goed gereedschap is het halve werk. En dan de geweldige medewerking erbij..! Ik
heb Joris L een vluchtje meevliegen beloofd en dat doen we straks natuurlijk
graag. Hij durft nu wel maar of hij over vijf jaar nog durft wist hij nog
niet..... ik denk vast wel. Gijs was ook mee en zorgde zo nu en dan voor de
koffie en hielp bij alles en niets. Samen met mijn vader en mijn zoon werken aan
onderdelen van een eigen vliegtuig, wat wil je nog meer....
Het hout was goed van kwaliteit, na het zagen kwamen we geen onverwachte weinig
noesten en harsgallen tegen. Hier en daar slingerde de nerf wel iets
onverwachts maar omdat het zulke fijne jaarringen zijn blijven er genoeg binnen
de tolerantie. De nerf mag 1:20 uit de plank weglopen, dus als de nerf 1mm is
mag deze er minimaal 20mm over doen om uit de plank lopen. Er moeten minimaal 3
nerven in een centimeter zitten, dit wordt makkelijk gehaald ! Het lijkt mij dan ook geen enkel probleem om er goede liggers
voor de vleugels van te lijmen en te zagen.
23-12-2011
Gisteren bestelling van faduursma.nl ontvangen en vandaag van carbonwinkel.nl en
salomons-metalen.nl
Een paar kleine dingen staan nog in back-order of zijn nog onderweg. Ik had
alles weer dubbel besteld (ook voor Carl (s/n244)) dus heb nu een hele voorraad
liggen.
21-12-2011
Messingbuis 25x19 voor vleugelliggers besteld bij
www.salomons-metalen.nl
19-12-2011
Glasmatten, epoxy hars, UD-weefsel, latex handschoentjes, mengbekers,
kwasten, etc. etc. zijn besteld bij
www.carbonwinkel.nl en www.faduursma.nl.
18-12-2011
Materiaal uitgezocht en aangevraagd betreffende glasmatten, hars,
vulmiddelen, etc. en toebehoren zodat zoveel mogelijk in één keer ingekocht kan
worden. Via André te weten gekomen welke UD-matten voor het Federbein gebruikt
kan worden. Er schijnen mallen te zijn voor het turtle dek en de Ferderbeinen,
Jan H heeft zijn mallen voor de Ferderbeinen aangeboden om te gebruiken. De
mallen voor het turtle dek schijnen ergens in België te zijn. Via Jan Hermsen diverse
mensen kunnen benaderen en ik hoop van de week antwoord te krijgen uit België.
Eerste aanzet is gemaakt voor de indeling van het hout voor het zagen, zodat
ergens tussen kerst en oud/nieuw gezaagd en geschaafd kan worden. Ik ga er niet
van uit dat alles gezaagd kan worden volgens de indelingen maar ik moet toch
ergens van uit gaan. Tijdens het zagen zal ik vast nog het één en andere
tegenkomen dat de indeling in het honderd gooit. Ook zal ik vast nog wel te kort
komen. Afijn, gewoon maar beginnen.
10-12-2011
De vleugels en flaps van Jan naar de spuiter gebracht daarna zijn
werktafel (die heeft hij nu niet meer nodig) bij mij in de garage opgesteld.
09-12-2011
Vandaag samen met Carl het hout uitgezocht en gekocht bij de Arnhemse
Fijnhouthandel. Dit hout is voornamelijk bestemd voor de liggers en latjes in de
romp. Het viel niet mee om mooie planken en balken met rechte nerf, zonder
harsgallen, scheuren en noesten te vinden. Hele stapels hout hebben we verzet.
Zoals ons werd verteld: "neem er maar een dag vrij voor" klopte aardig.
Leek de plank of balk perfect, bij het omdraaien viel dat weer tegen door een
dikke noest of hars daar waar je deze juist net niet wilt hebben. Tussendoor nog
even advies gevraagd aan André zodat we zeker wisten dat we op het goede spoor
zaten. Ook nog een stuk essen meegenomen voor het landingsgestel.
Hier moet ook even verteld worden dat de mensen bij de
Arnhemse Fijnhouthandel uiterst
vriendelijk en behulpzaam zijn ! Hele stapels hebben we verzet en als we vroegen
om de hoogste stapel te mogen bekijken werd deze gelijk met een heftruck naar
beneden gehaald, niets was teveel.
01-12-2011
Carl heeft de Okoume platen op dikte gecontroleerd. Deze blijken te dun
te zijn, sommige zijn maar 1,4mm.
Er wordt door de fabriek bekeken of er een laag opgelijmd kan worden en dan op
maximaal naar 2 mm geschuurd kan worden.
Op zich lijkt dit geen probleem, we krijgen dan een plaat van 4 lagen in plaats
van 3 met dezelfde dikte.
De plaat zal iets zwaarder zijn door de lijm maar ook steviger.
25-11-2011
Vandaag de onderdelen opgehaald bij
Watersnijtechniek in Rijssen. De
meeste onderdelen uit plaat zijn uitgesneden met water. Bij het
waterstraalsnijden wordt er geen hitte in het materiaal gebracht. Bij Pertinax
werkt het niet helemaal goed, het valt op dat bij vooral dunnere plaat (8-10mm)
de lagen kunststof van elkaar los worden geblazen. Tevens is gelijk een set voor
Carl (s/n 244) meegesneden.
Nu moeten alleen de gaten voor de lagers, tapgaten, etc. nog worden
nagedraaid/geboord.
Het begin is er !

18-11-2011
Momenteel zijn er fysiek nog niet echt onderdelen gemaakt. Wel zijn
alle lagers en stangkoppen besteld en aanwezig.
Tijdens het inlezen en verdiepen van de tekeningen heb ik tussendoor al een
flink wat onderdelen in 3D getekend.
Het voordeel hiervan is dat ik inmiddels van deze onderdelen het fijne weet en
krijg steeds meer voorstelling van het vliegtuig.
Ik ben nu bezig om de onderdelen die uit plaatmateriaal zijn gemaakt te laten
waterstraalsnijden.
Omdat ik deze onderdelen met de computer heb getekend kunnen deze bestanden als
input gebruikt worden voor de cnc aansturing.
Dit zal een heleboel zaag en schuurwerk schelen en kan ik een slag maken.
20-06-2011
Samen met Jan heb ik vandaag de licentie (s/n220) en het ruwe aluminium
opgehaald. Ik heb dit overgenomen van Piet.




